Ống uốn cho ống hồ sơ: tính năng thiết kế và sản xuất độc lập

Các ống bender là một thiết bị đặc biệt của loại bằng tay hoặc một máy sản xuất được thiết kế để uốn cong một ống vật liệu khác nhau ở một góc độ nhất định. Các thiết bị nối tiếp khác nhau về nguyên tắc hoạt động và có thể có các loại ổ đĩa khác nhau, nhưng để hoạt động trên bất kỳ thiết bị nào trong số này đòi hỏi một số trải nghiệm.
Bạn có thể sử dụng nhôm, crôm, đồng, thép thông thường hoặc thép không gỉ hoặc ống nhựa có đường kính từ 5 đến 1220 mm hoặc một cấu hình có phần khác. Góc uốn - lên đến 180 độ.


Thiết bị và mục đích
Ống hình chữ nhật, hình bầu dục và hình vuông trong phần được gọi là hồ sơ. Một chiếc máy như vậy có thể được làm bằng tay, được mua trong một cửa hàng hoặc trên thị trường vật liệu xây dựng. Trong bài viết này, chúng tôi sẽ xem xét làm thế nào để làm cho một thiết bị như vậy với bàn tay của riêng bạn.
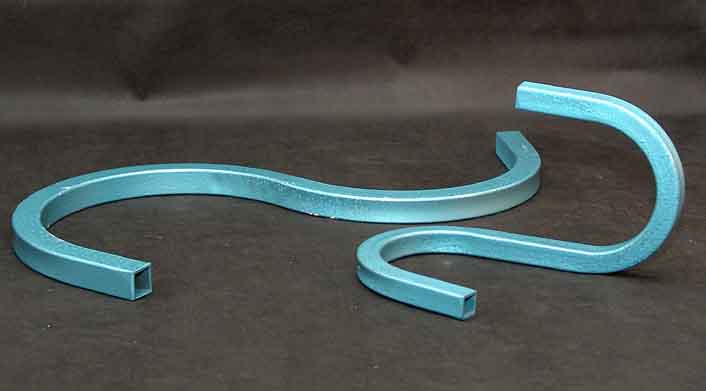
Trong việc sản xuất tán, khung nhà kính, mái che, đồ nội thất bằng kim loại và các cấu trúc khác, nên sử dụng các ống hình cong, vì các ống này có bề mặt phẳng, giúp việc lắp vật liệu lợp dễ dàng hơn. Trong điều kiện sống, không dễ uốn cong đường ống mà không bị biến dạng và nếp nhăn.


Vì vậy, một ống bender được sử dụng. Trong hầu hết các trường hợp, thiết bị này được trang bị ổ đĩa thủy lực hoặc cơ điện. Với sự giúp đỡ của nó có thể uốn cong đường ống dưới bất kỳ mức độ nào. Để sản xuất các bộ phận, bạn có thể uốn cong các ống trên cơ chế sản xuất đặc biệt. Nhưng xét đến chi phí cao, tốt nhất là lắp ráp một máy uốn ống với tay của chính bạn ở nhà. Hội được làm từ vật liệu sẵn có và thường xuyên có sẵn. Xây dựng nhẹ không chiếm nhiều không gian trong nhà để xe hoặc trong sân.
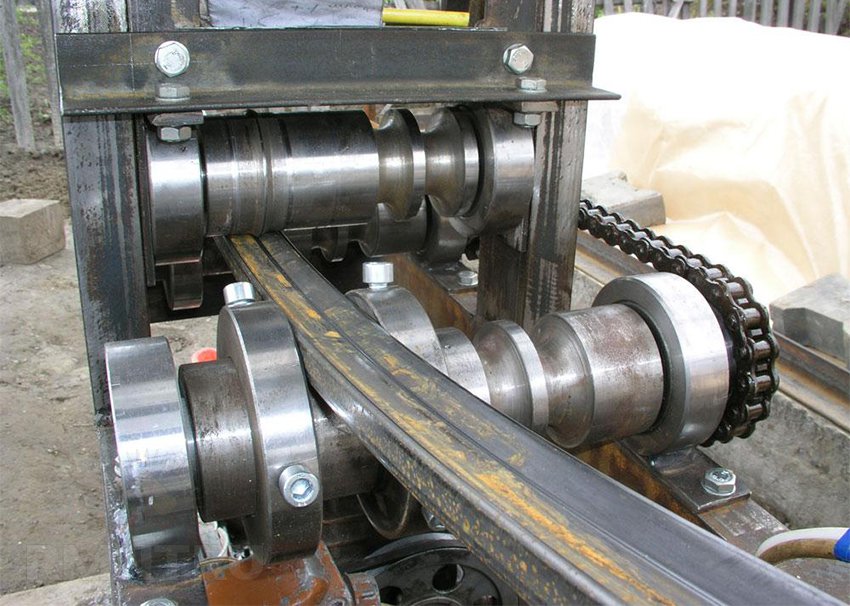
Các bộ phận chính được sử dụng cho máy như vậy là các trục (con lăn), cần gạt (jack), chuỗi ổ đĩa, xy lanh thủy lực, trục xoay, khung cho thiết bị. Khung có thể được đóng và mở. Các thành phần chính của thiết bị như vậy được coi là xi lanh thủy lực thực hiện vai trò quyền lực. Nguyên tắc hoạt động của một ống bender tự chế luôn giống nhau - phôi được đặt trên các trục lăn, và ở giữa là một con lăn dừng, gây áp lực lên ống, uốn nó vào bán kính mong muốn.

Các con lăn thiết lập hình trụ hoặc rãnh, mà phụ thuộc vào kích thước và hình dạng của phôi. Đối với một bề mặt rộng và bằng phẳng, các con lăn trơn tru thuận tiện để sử dụng, cho các con lăn cao và hẹp với một rãnh dẫn hướng được yêu cầu. Nhiều hơn trong con lăn phổ quát nhu cầu. Khi cần thiết, đường ray dẫn hướng được gắn vào đế ống. Cơ chế này đòi hỏi sự chi tiêu của sức mạnh thể chất. Để tạo thuận lợi cho công việc của máy được trang bị ổ đĩa thủy lực. Ngoài ra, chúng được trang bị động cơ bánh răng điện (giun đơn). Việc lựa chọn loại hộp số phụ thuộc vào đường kính của ống. Các cài đặt bổ sung này giúp bạn có thể thực hiện việc uốn cong.ống có đường kính lớn.


Nguyên tắc hoạt động
Độ cong của ống cấu hình xảy ra theo nguyên tắc cán hoặc lăn. Để uốn cong các đường ống của phần nhỏ, các phương pháp đơn giản ở bàn tay có thể được áp dụng, mà không yêu cầu tạo ra một cơ chế phức tạp.
Chúng bao gồm:
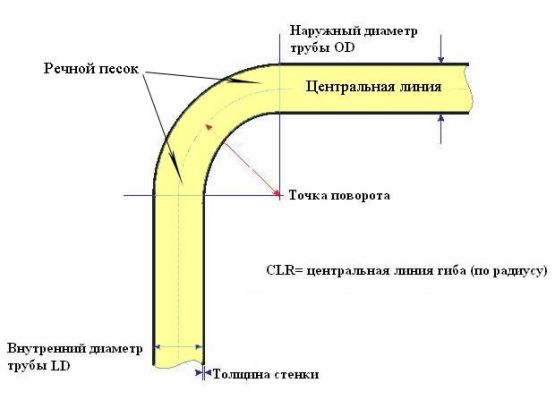
- Làm đầy cát. Bên trong ống được chuẩn bị đầy cát mịn, trước đó được sấy khô và sàng lọc. Các lỗ trên cả hai mặt được đóng lại với ùn tắc giao thông. Hơn nữa, đường ống uốn cong theo hình dạng mong muốn. Nếu cần thiết, nơi của nếp gấp được làm nóng bằng một cái đèn hàn hoặc một ngọn đuốc khí cho đến khi đỏ. Phương pháp này tốn thời gian, có chất lượng thấp và độ chính xác thấp.
- Làm đầy nước. Để uốn cong một hồ sơ bằng nước, trước tiên nó phải bị đóng băng. Các ống được niêm phong ở một đầu với một stopper, đầy nước và đặt trong cái lạnh. Không có trường hợp nào cả hai đầu của ống được đóng lại bằng một nút chai sao cho khi băng mở rộng, nó sẽ không làm vỡ đường ống. Tiếp theo, hồ sơ bị đóng băng được uốn cong bằng cách sử dụng mẫu. Công nghệ này rất phù hợp với các ống đồng và nhôm mỏng.

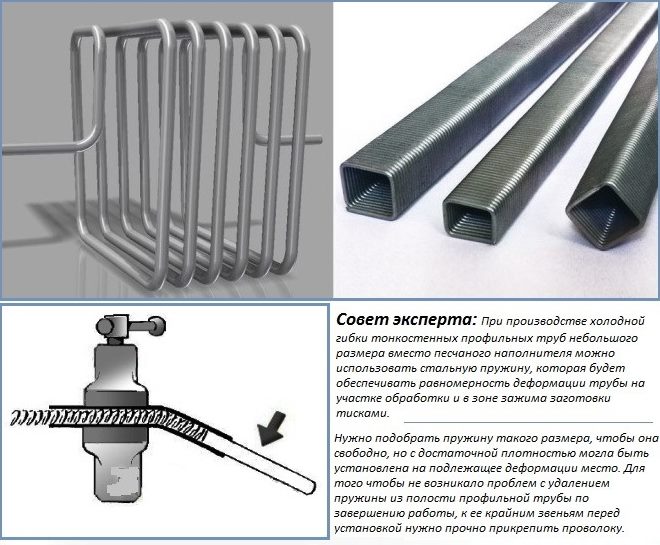
- Mùa xuân. Trước đó, một xoắn ốc được cuộn tròn từ dây kim loại, kích thước của nó thấp hơn 3-5% so với phần cấu hình bên trong. Mùa xuân được đặt bên trong, và sau khi đường ống có thể được uốn cong một cách đơn giản bằng cách sử dụng một mẫu.Sau khi hoàn thành công việc, mùa xuân được loại bỏ, san lấp mặt bằng, và nó có thể tái sử dụng nó.
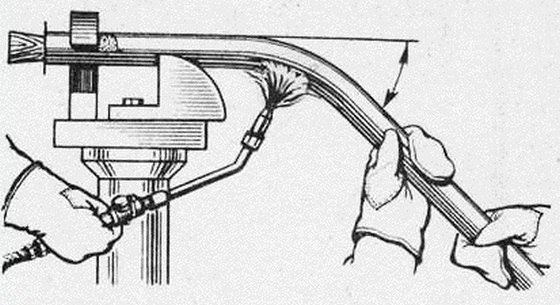
- Hàn, cắt. Phương pháp này được sử dụng nếu bán kính uốn tối thiểu và ống có thành dày. Từ phía bên trong của uốn cong dự định, theo các tính toán hình học được sản xuất trước đây, các đoạn được cắt với sự trợ giúp của máy mài. Đường ống được nghiêng theo bán kính mong muốn, và các mặt được nối của các lỗ cắt được hàn bằng máy hàn. Đối với mục đích thẩm mỹ, các đường nối hàn được nghiền bằng máy mài.


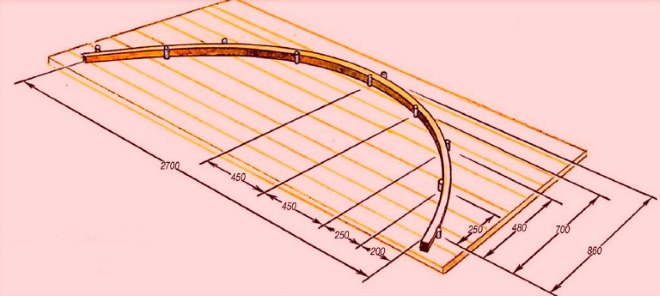
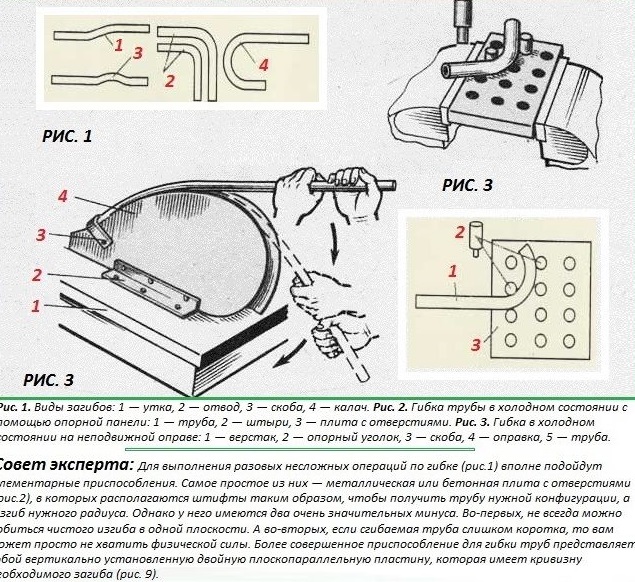
- Thiết kế đơn giản nhất là uốn ống bằng mẫu. Phương pháp này được thiết kế để sản xuất các ô trống cùng loại với số lượng lớn. Đối với việc sản xuất các mẫu như vậy, sử dụng các tấm gỗ có độ dày ít nhất 2-3 cm. Các bộ phận giới hạn (cạnh) của bất kỳ vật liệu nào được lắp dọc theo các cạnh của mẫu đã hoàn thành sao cho cấu hình không trượt trong khi làm việc. Sửa chữa hệ thống xuống sàn hoặc bất kỳ mặt phẳng nào, xác định sự nhấn mạnh cho cấu hình kim loại. Đã xây dựng nó giữa đe và mẫu, nhẹ nhàng nhấn vào đầu đối diện, đảm bảo áp lực thống nhất trên toàn bộ mặt phẳng.Để tạo thuận lợi cho việc nhấn ống, cần phải sử dụng thêm cần gạt. Phương pháp này phù hợp với hồ sơ có đường kính không quá 1 inch. Khi sử dụng một hồ sơ lớn hơn thay vì một mẫu gỗ, các khoảng trống gia cố được sử dụng, duy trì bán kính mong muốn, chúng được cố định trong một nền bê tông.

Ưu điểm của phương pháp này là chi phí thấp và dễ làm việc, nhưng độ chính xác và chất lượng phôi gia công trong quá trình xử lý sẽ có tỷ lệ thấp. Ngoài ra, bạn sẽ cần phải tạo ra một mẫu mới mỗi lần bạn cần uốn cong bán kính khác. Tùy chọn này được áp dụng tốt cho việc uốn ống nhôm và đồng.
Các phương pháp được đưa ra ở trên hoạt động với sự giúp đỡ của sức mạnh cơ bắp, do đó, chúng được sử dụng chỉ cho các cấu hình mỏng có độ bền thấp. Đối với các đường ống có mặt cắt ngang lớn hơn, cần có các máy đặc biệt có cơ chế điện. Nhưng điều này không có nghĩa là nó là cần thiết để mua một máy sản xuất mà không thất bại. Hướng dẫn sử dụng bánh là dễ dàng để lắp ráp chính mình.

Các loại máy
Theo yêu cầu của hoạt động, có cố định (văn phòng phẩm) và hướng dẫn sử dụng máy móc.Cấu trúc văn phòng phẩm được sử dụng ở mức độ lớn hơn trong các nhà máy. Một thiết bị làm bằng tay làm bằng tay của bạn là phù hợp hơn cho công việc trong nước.
Tùy thuộc vào ổ đĩa, có một số loại thiết bị uốn ống:
- Thủy lực (jack thủy lực được áp dụng). Có văn phòng phẩm và hướng dẫn sử dụng. Ống uốn cong có đường kính tối đa 3 inch. Các máy như vậy được sử dụng trong các ngành công nghiệp đặc biệt và có thể thực hiện một số lượng công việc ấn tượng.
- Cơ khí. Áp suất được hình thành bằng tay bằng cách sử dụng trục vít hoặc cần gạt chính.
- Điện. Uốn xảy ra tại các chi phí của động cơ điện), thích hợp cho uốn của bất kỳ đường ống - cả hai đều mỏng và có tường dày. Nhờ các thiết bị điện tử, các tính toán chính xác của góc uốn được thực hiện. Những đường ống này không bị biến dạng.
- Điện thủy lực. Xi lanh thủy lực được cung cấp bởi một động cơ điện.



Máy uốn ống theo khả năng uốn ống được chia thành các cơ chế hoạt động với các đường ống có đường kính lên đến 16 mm, 20 mm, 32 mm, 50 mm, 76 mm.
Để uốn cong đường ống theo nhiều cách khác nhau.
Về vấn đề này, các bẻ cong theo phương pháp uốn được chia thành:
- Phân đoạn.Chúng được trang bị một thiết bị đặc biệt, đồng thời kéo và uốn cong phôi ở góc mong muốn xung quanh phân khúc.
- Máy xem nỏ. Được trang bị với một cơ chế đặc biệt bao gồm một thành phần uốn.

- Thiết bị lò xo. Được trang bị lò xo. Trên các máy như vậy, có thể xử lý các bộ phận kim loại.
- Sod. Bao gồm một hướng dẫn, được đặt bên trong ống trước khi bắt đầu công việc. Một yếu tố như vậy với một trục gá bảo vệ một phần khỏi biến dạng và làm phẳng. Máy này được sử dụng trong sản xuất ống ô tô và uốn ống nhôm.
- Lint miễn phí Uốn được thực hiện bằng cách cuộn phần trên trục lăn.

Chiều dài của phôi gia công phải uốn cong, sử dụng các thiết bị có hai loại:
- máy đòn bẩy;
- thiết bị cán.
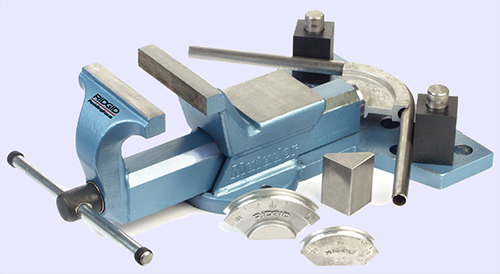
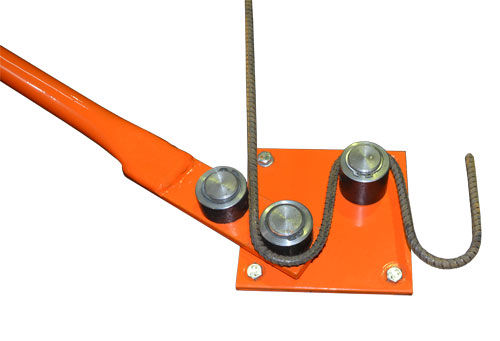
Các thiết bị loại đòn bẩy được coi là phổ biến nhất. Cũng có sẵn trong sản xuất công nghiệp là turf và benders ống nỏ. Nguyên tắc hoạt động của các máy như vậy bao gồm hai con lăn dẫn hướng và một máy đo áp suất (trục gá). Một cơ chế như vậy làm cho nó có thể thực hiện xử lý lạnh của ống kim loại tròn trong các khu vực nhỏ.Do kích thước nhỏ của nó, các nỏ bender được coi là thiết bị phổ biến hơn giữa các trình cài đặt chuyên nghiệp của truyền thông kỹ thuật. Thiết bị có tên của nó do thực tế là thiết kế tương tự như một nỏ.
Tuy nhiên, loại phương pháp này dẫn đến một đường ống đến một độ căng công bằng dọc theo bán kính bên ngoài của uốn cong, ảnh hưởng đến việc giảm độ dày thành và vỡ của nó. Đặc biệt, phương pháp nỏ không thích hợp để uốn các ống vách mỏng.

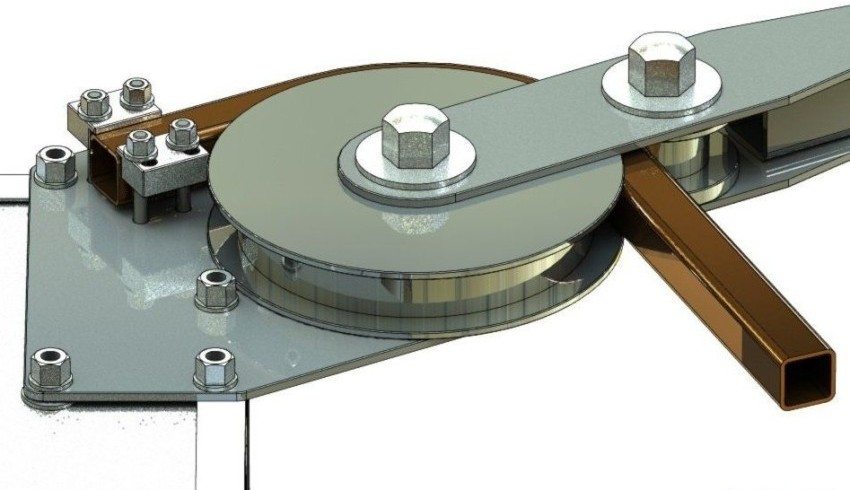
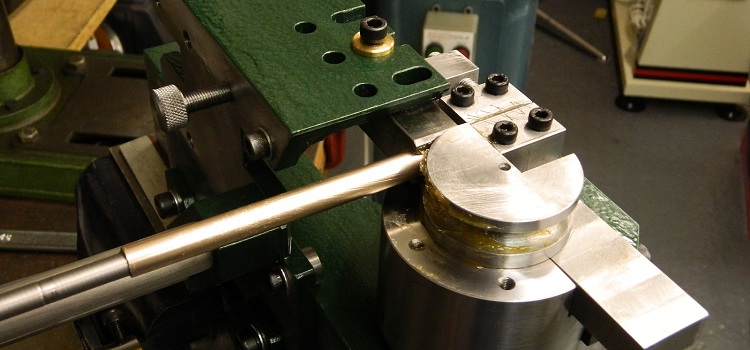
Để sản xuất một số lượng đáng kể các bộ phận đơn điệu của bán kính uốn nhỏ, có thể sử dụng ốc đất ống. Đơn vị này bao gồm hai ròng rọc (bánh xe) có đường kính khác nhau, được cố định trên các trục. Bằng cách giữ chặt một đầu của ống với bánh xe, một con lăn có đường kính nhỏ nhất (bánh xe chính) sẽ điều áp phôi gia công, đồng thời lăn con lăn trên phần đang được xử lý. Bởi vì những gì ống được uốn cong dọc theo bề mặt của một ròng rọc lớn, có được hình dạng của nó. Hạn chế duy nhất của phương pháp này là tính không thể tách rời của các đường cong của bán kính lớn hơn.
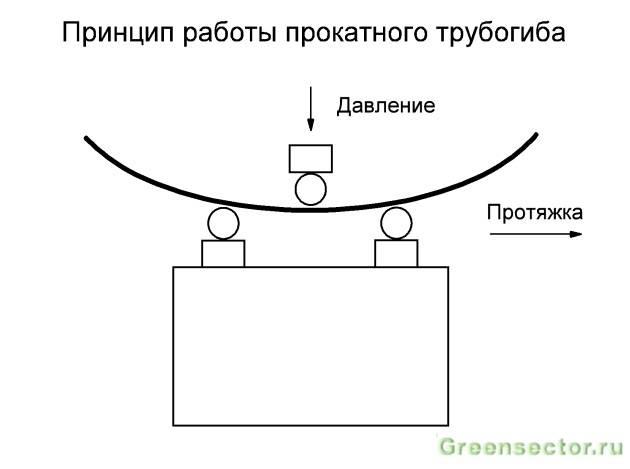
Thực tế và linh hoạt trong công việc là máy cán (uốn), làm bằng tay, trong đó bạn có thể điều chỉnh góc biến dạng của một ống kim loại. Hệ thống đơn giản nhất của máy cán bao gồm một đế và một trục truyền động được cố định trên nó, nằm ở một khoảng cách nhất định với nhau. Áp suất được tác động lên ống bằng một con lăn di động, và lực kéo của nó được thực hiện bằng cách xoay các trục chính. Khi tạo đường cong bán kính nhỏ, bạn sẽ cần phải hoàn thành 50-100 lần chạy. Để tránh biến dạng, bạn nên cuộn sản phẩm với cùng tốc độ. Việc lắp ráp cơ chế cán một cách độc lập trong môi trường trong nước sẽ khó khăn, vì việc quay và hàn sẽ được yêu cầu.


Các công cụ và vật liệu cần thiết
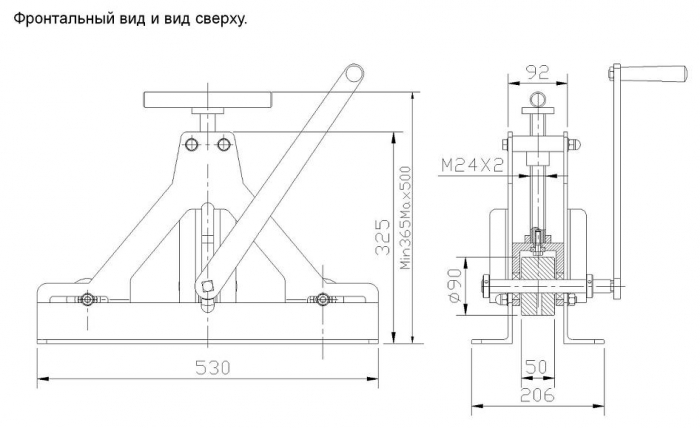
Trước tiên, bạn cần phát triển đúng sơ đồ (bản vẽ) với các phép đo chính xác và các tài liệu cần thiết. Trước khi bạn lắp ráp máy, chúng tôi xác định bán kính uốn cong hồ sơ nào sẽ cần thiết hơn. Trên cơ sở này chọn kích thước của cánh quạt.
Trong việc vẽ bản vẽ của một chiếc máy tự chế, bạn phải tuân theo quy tắc chính - sức mạnh và nhẹ nhàng của việc xây dựng. Các công cụ điện sau đây cũng sẽ cần thiết: một máy hàn, một tuốc nơ vít, một bánh xe Bungari, cắt và mài, một cái búa, một mũi khoan, một mũi khoan.

Kế hoạch xây dựng
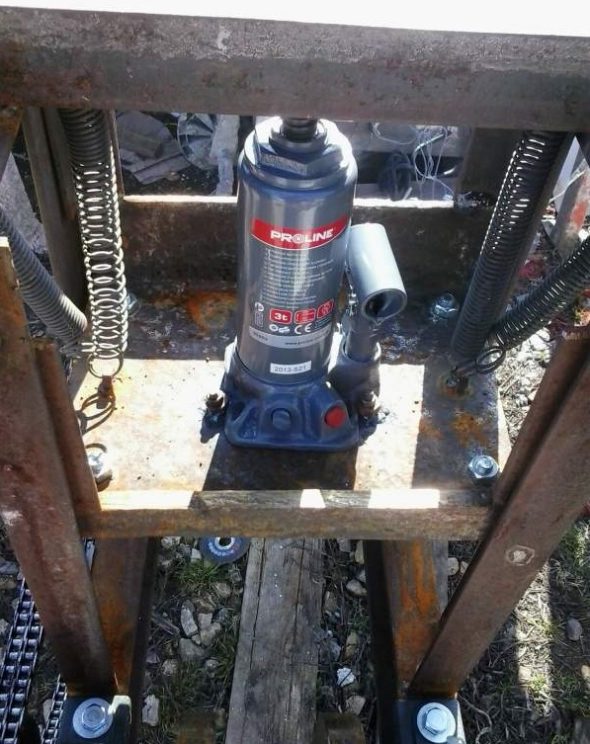
Có thể xây dựng một máy thủy lực để uốn điểm từ 2 phần của kênh, 4 góc và 2 phần của ngón tay từ rãnh máy kéo. Độ lệch của ống cung cấp cần gạt thủy lực thông thường (jack) với lực tối thiểu là 5 tấn. Một "giày" kim loại được gắn trên nó. Nó có thể được đặt hàng và mua từ một turner hoặc thực hiện hầu hết các ròng rọc cũ. Vĩ độ của "streamlet" phải tương ứng với vĩ độ của hồ sơ. Cắt một nửa ròng rọc và khoan một ổ cắm trong nó cho thanh giắc, chúng tôi có hệ thống dẫn động thủy lực. Các cơ sở của máy tự chế là 4 góc (kệ 60-80 mm), được gắn vào tấm kim loại. Hai kênh được hàn vào góc trên đồng bộ. Các lỗ được khoan đối xứng trong các bức tường kênh để điều chỉnh góc uốn của phôi.
Một cỗ máy như vậy rất dễ sử dụng. Trong các lỗ trong kênh được đặt 2 ngón tay kim loại và đặt trên con lăn dừng lại. Giắc cắm với giầy được nâng lên theo cách sao cho có thể phù hợp với nó và điểm dừng. Sau khi lắp đặt, các ống hoạt động trên tay cầm jack, tạo thành uốn cong mong muốn.

Các ống bender cũng có thể được thiết kế với bàn tay của riêng bạn. Để xây dựng nó, bạn sẽ cần hai mét tuyến tính của các kênh (tường cấp 15-20 cm), mà sẽ là rack và cơ sở. Đối với con lăn, bạn có thể sử dụng 6 miếng ống kim loại nhỏ, mà sẽ phục vụ như một người giữ cho vòng bi. Vì lý do này, kích thước bên trong của ống phải tương ứng với giá trị bên ngoài của ổ đỡ. Sau khi turner làm cho trục uốn cuộn, tiến hành lắp ráp của giường.
Do vòng xoay của tay cầm gắn với trục của chân dừng trung gian, việc uốn ống hồ sơ được thực hiện. Có thể thiết lập bán kính uốn cong của hồ sơ bằng cách sử dụng độ nghiêng của kênh xoay và các con lăn nằm dọc theo các cạnh. Vì mục đích này, các cuộn không được hàn vào khung, nhưng được làm trượt. Jack thủy lực có thể được thay thế bằng xe hơi.
Đối với máy đơn giản nhất sẽ yêu cầu các yếu tố sau:
- jack;
- suối mạnh;
- thép hồ sơ để lắp ráp khung;
- con lăn (trục) - ba miếng;
- chuỗi ổ đĩa.
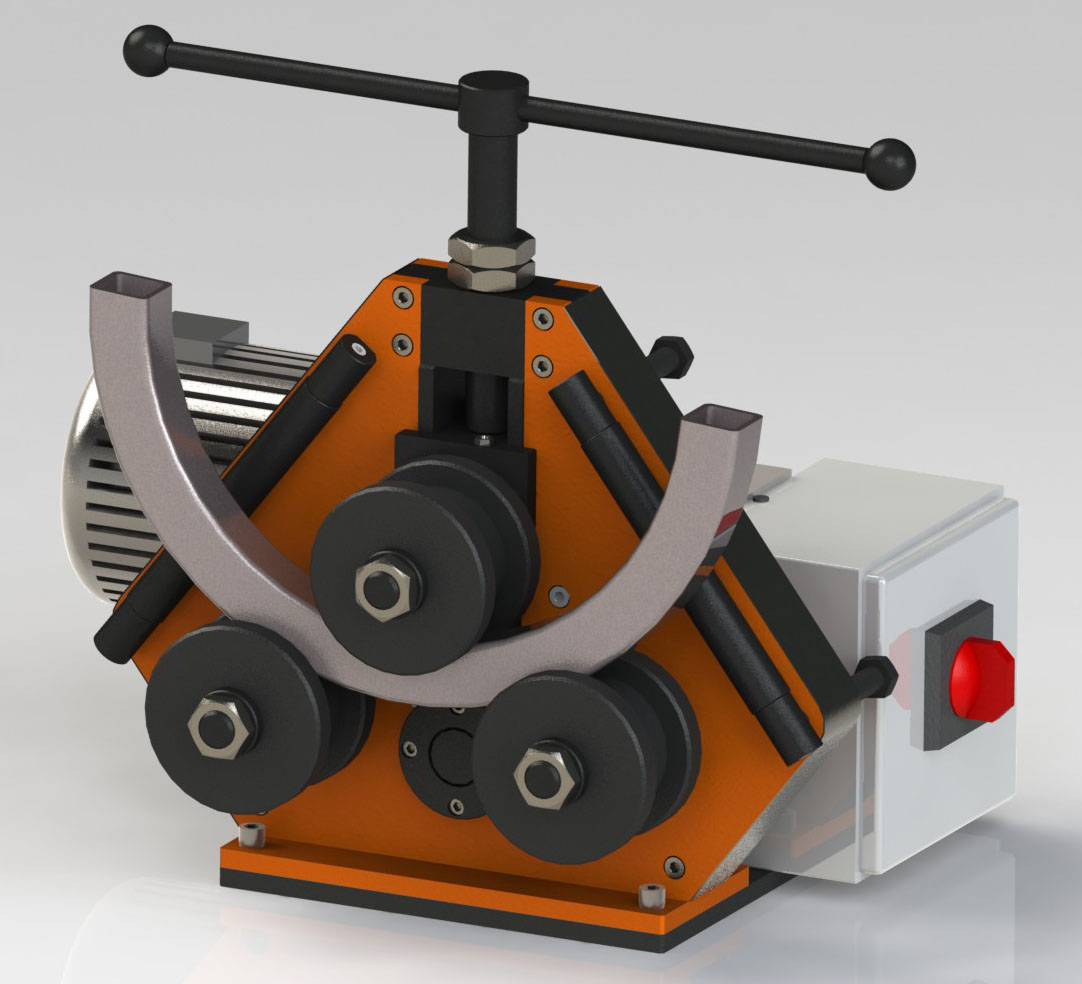
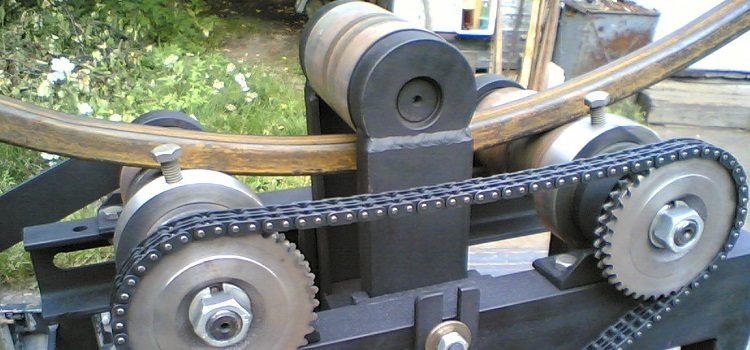
Tiếp theo, thu thập thiết bị. Chúng tôi cài đặt một khung mạnh mẽ, các bộ phận được nối bằng hàn hoặc bu lông. Theo bản vẽ, thiết lập trục quay và con lăn.Các trục được cố định theo cách mà hai trục ngoài được đặt phía trên trục giữa, tạo thành một vòng cung. Khoảng cách giữa các con lăn xác định bán kính uốn cong của ống cấu hình. Đối với hoạt động của một cơ chế như vậy, một chuỗi truyền tải được sử dụng, trong đó bao gồm ba bánh răng và một chuỗi cũ (phụ tùng thay thế từ một chiếc xe hơi, xe gắn máy hoặc các thiết bị khác). Để đưa toàn bộ hệ thống lắp ráp vào hoạt động, bạn sẽ cần một tay cầm gắn vào một trong các trục lăn (trục) và tạo lực quay cần thiết.


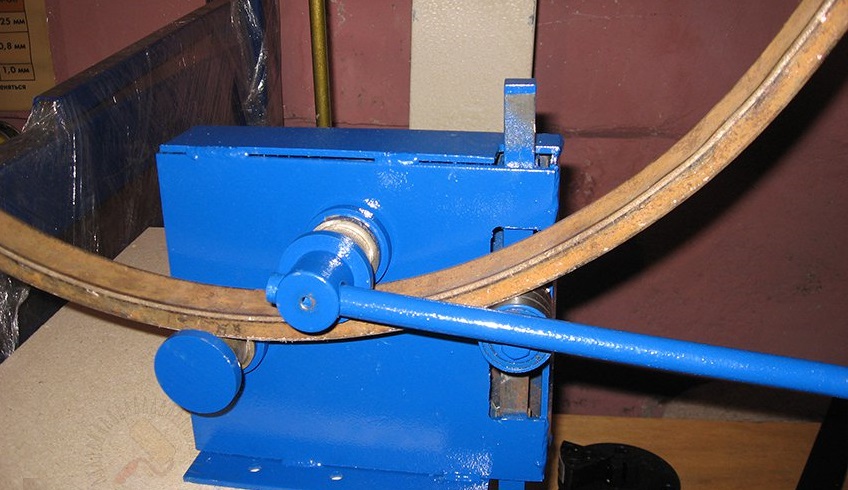
Máy uốn ống hồ sơ cũng có thể được tạo bằng tay. Đối với cơ chế này, giường bao gồm một kênh có chiều dài 77 và chiều cao là 10 cm.
Chúng tôi lắp ráp công trình theo hướng dẫn:
- Từ dải kim loại với chiều rộng 5 mm 4 cột chính được cắt cho trục nhỏ, hồ sơ sẽ di chuyển dọc theo chúng. Trong thùy trên đầu cắt ra mở cho trục quay của các con lăn. Kích thước của kệ - 5 * 10 cm.
- Giá đỡ được cố định vào kênh bằng máy hàn, giữ khoảng cách 30 cm. Trục lăn cho trục có thể được tìm thấy trên thị trường vật liệu xây dựng.
- Tiếp theo, một tấm dưới máy được cắt từ một tấm kim loại dày 8 mm. Kích thước của tấm là 25 * 25 cm.Một con lăn trung tâm được đặt trên tấm, bằng cách xoay mà cấu hình sẽ di chuyển.
- Ở cuối của tấm được đặt dải gỗ với chiều rộng 10 mm, được gắn với superglue. Điều đó tại một lần lượt các con lăn đã không móc vào một tấm, những hỗ trợ này là cần thiết.


- Để lắp đặt con lăn, bạn sẽ cần 2 vòng bi, ở độ sâu mà trục trục quay sẽ xoay. Các vòng bi được cố định bằng bu lông trong lỗ khoan từ bên trong của các giá đỡ.
- Sau đó, nó cần thiết để làm cho 4 đứng dài 40 cm, sử dụng góc thứ 50, và sửa chữa chúng trên các cạnh của tấm với trục chính bằng cách hàn, đảm bảo nó trên máy trạm (thanh kênh). Các tấm được đặt ở phần trung tâm của các trụ cột, giữ khoảng cách giữa các trục của các con lăn, bằng kích thước của hồ sơ mà bạn dự định làm việc.
- Phích được cắt ra khỏi tấm kim loại 8 mm, hàn của chúng được gắn vào phần trên của giá đỡ. Sau đó, bạn cần phải làm một tấm dưới nắp của máy, trong đó vít điều chỉnh được cài đặt. Từ bên trong của tấm, lỗ mở được khoan tương ứng với đường kính của vít được sử dụng.


- Các phích cắm là lỗ khoan cho bu lông (đường kính 10 mm) và tấm bìa được cố định trong giá đỡ.
- Một sợi được cắt vào lỗ mở trong nắp và gót chân được vặn vào, ở giữa vít quay kẹp.
- Một góc 15 mm được hàn vào tấm, đó là một điểm dừng vít bên ngoài. Trong góc dưới vít là khẩu độ khoan, trục đồng bộ của gót chân. Một sợi chỉ thích hợp được cắt trong lỗ mở.
- Nó vẫn còn để gắn tay cầm cho trục chính và cố định nó vào trục của con lăn. Tay cầm có thể được làm từ van từ cửa chớp hoặc một phần gia cố của chiều dài mong muốn.


Công nghệ lắp ráp
Để bảo vệ cấu trúc lắp ráp khỏi độ ẩm, nó được phủ một dung dịch đặc biệt bảo vệ chống rỉ sét và sau đó được sơn. Trong các máy thủy lực, có thể thực hiện việc uốn ống có hình dạng của nhiều vật liệu khác nhau và các sản phẩm có thành dày. Thực hiện một phương pháp tương tự có thể lạnh và nóng (trước khi làm nóng ống) phương pháp. Mục đích của phương pháp nóng - ống được làm nóng bên ngoài hoặc không khí nóng được truyền vào ống, làm tăng độ dẻo của nó, tương ứng, các chỉ số chất lượng uốn tăng lên. Lạnh - phương pháp này là đơn giản, nó được sử dụng cho ống nhựa.
Trước khi uốn, các đường ống như vậy được làm đầy với muối, dầu, cát, nước, làm cho nó có thể tạo ra độ uốn cong chất lượng cao nhất mà không gây hư hại đáng kể cho đường ống.

Mẹo hữu ích
- Các con lăn có thể tháo rời các loại khác nhau sẽ cung cấp một cơ hội để làm việc với cả hai ống hình và vòng tròn.
- Để cơ chế uốn là đa chức năng nhất, các con lăn lực đẩy tốt nhất nên được làm cho di chuyển. Do đó, có thể thay đổi bán kính của đường ống.
- Nếu uốn được thực hiện bằng cách sử dụng một mẫu, sau đó để cho đường ống vừa khít với mẫu, có thể sử dụng móc sắt cho điểm dừng.
- Nếu ống hồ sơ phải được uốn cong theo bán kính lớn nhất, thì sử dụng máy uốn ống ba trục là chính xác hơn.
- Nên nhớ rằng tại vị trí uốn, hồ sơ mất đi sức mạnh của nó. Vì lý do này, nếu các góc gần 90 độ được sử dụng, việc cắt đường ống và sử dụng hàn sẽ chính xác hơn, cho nó góc uốn cong mong muốn.


- Sổ tay hướng dẫn chi tiết được gắn vào mỗi máy của nhà máy, trong đó tất cả các đặc tính và dữ liệu kỹ thuật của thiết bị được chỉ định. Để máy có thể phục vụ trong một thời gian dài và không có sự cố, bạn cần tự làm quen với các hướng dẫn trước khi bắt đầu công việc.
- Đừng quên thiết bị bảo vệ cá nhân.Trong quá trình làm việc với máy xay, cần phải sử dụng kính hoặc tấm chắn an toàn, và để thực hiện các trường hợp hàn trong quần áo, găng tay và mặt nạ hàn đặc biệt.
Trong video tiếp theo, bạn sẽ tìm thấy hướng dẫn đầy đủ để lắp ráp một ống bender ở nhà.



















